 板金加工には複数の工法があり、どの工法を選ぶかで、コスト・納期・品質は大きく左右されます。
板金加工には複数の工法があり、どの工法を選ぶかで、コスト・納期・品質は大きく左右されます。
なかでも判断に迷いやすいのが、タレパン(タレットパンチプレス)と型抜きプレス(専用金型プレス)の使い分けです。
この記事では、それぞれの仕組みと特徴を整理したうえで、「どんな企業・どんな部品に向いているか」を創業69年の金属加工のプロが解説します。
タレパン(タレットパンチプレス)とは?
タレパンとは、タレットパンチプレスの略称です。
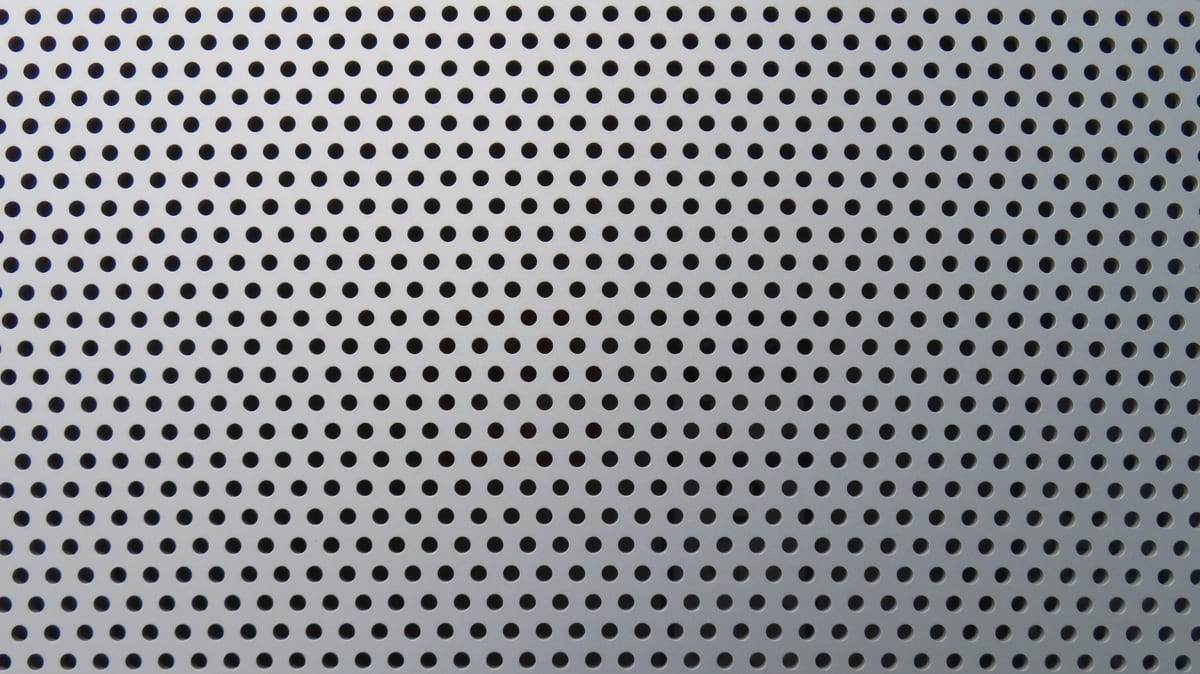
金属の板材に穴を開けたり、必要な形に打ち抜いたりするための加工機、およびその加工方法を指します。
イメージとしては、事務用品の穴あけパンチを大型・高速にしたもの、と考えるとわかりやすいです。ただし、事務用のパンチと大きく違うのは、金型を何十種類も搭載できる点です。
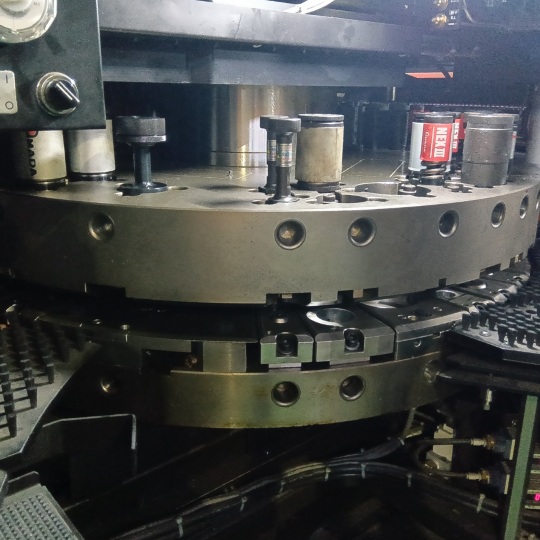
「タレット」とは回転式の金型ホルダーのこと。円盤状のタレットに数十種類の金型(パンチ)をセットしておき、加工内容に合わせて打ち抜いていきます。
一つひとつの金型は丸や四角などシンプルな汎用品ですが、それを組み合わせて繰り返し加工することで、複雑な形状も表現できます。
加工できる素材と板厚
弊社で対応しているタレパン加工の範囲(素材・板厚・ワークサイズ)は以下のとおりです。
| 素材 | 対応板厚 |
|---|---|
| 軟鋼(SPCC等) | 0.3mm〜3.2mm |
| ステンレス(SUS) | 0.3mm〜2.0mm |
| アルミ | 0.3mm〜4.0mm |
| ワークサイズ | 最大1,250×2,500mm |
薄板の加工を得意としており、3mm超の厚板には不向きという点は押さえておきましょう。
代表的な加工バリエーション
- 追い抜き加工
目的の形状に合う金型がない場合、別の金型を少しずつずらしながら連続打ち抜きして形をつくる方法。 - ニブリング加工
追い抜き加工よりさらに細かいピッチで打ち抜く方法。複雑な異形状にも対応できる。 - 成形加工
バーリング(穴の縁を立てる加工)・タップ・ルーバーなど、平板以外の立体的な加工も可能。
型抜きプレス(専用金型プレス)とは?
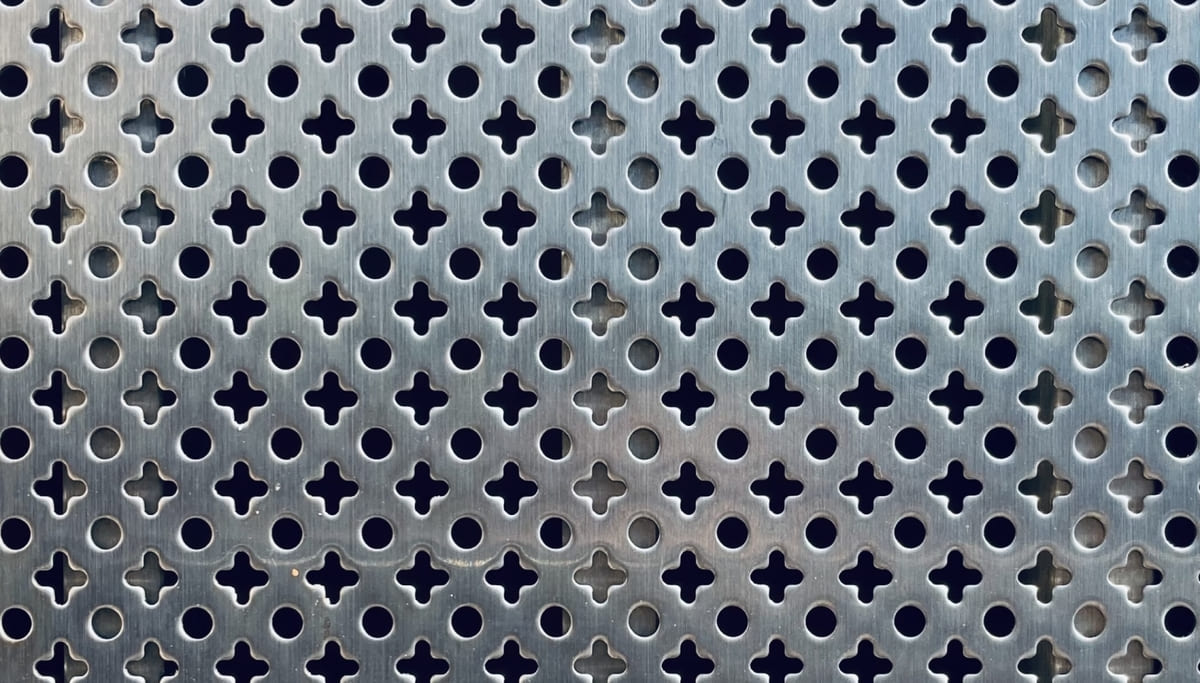
型抜きプレスとは、製品の形状に合わせて専用に製作した金型を使って板材を打ち抜く加工方法です。
クッキーの型抜きに近いイメージで、金型をそのまま板材に押しつければ、一発で目的の形状に撃ち抜くことができます。
金型さえできてしまえば、あとは繰り返し打ち抜くだけなので、大量生産との相性が非常によいのが特徴です。
プレス機自体は比較的シンプルな構造ですが、金型は製品ごとに設計・製作する必要があり、1型あたり数十万〜数百万円の初期費用がかかることも珍しくありません。
型抜きプレスが得意とする領域
- 厚板の打ち抜き(タレパンでは難しい板厚にも対応)
- 同じ形状の部品を大量生産する工程
- 高い寸法精度や美しい断面が求められる部品
一方で、金型の製作には数週間を要するため、試作品や急ぎの案件には向いていません。また、品種を変えるたびに金型の段取り替えが必要になります。
タレパンと型抜きプレスの違い

① 金型コスト(初期費用)
タレパンは、機械に内蔵されている汎用金型を使い回すため、製品ごとに専用金型を製作する必要がありません。
つまり、初期費用はほぼゼロです。
一方、型抜きプレスは製品の形状に合わせた金型を一から起こすため、初期費用が高額になります。
形状が複雑であるほど金型費も上がります。
→ 試作品・小ロット・形状変更の多い製品なら、タレパンの方が圧倒的にコストを抑えられます。
② ランニングコスト(量産コスト)
加工1個あたりのコストで見ると、状況によって逆転します。
タレパンはプログラムで動かすため、加工コスト自体は低め。
ただし、大ロットになると型抜きプレスの「一発抜き」の生産効率には敵わないこともあります。
大量生産が見込める製品なら、金型費の元を取ったうえで型抜きプレスの方がトータルコストは下がるケースもあります。
→ 量産時のコストを抑えたい場合、製造ロットが多ければ多いほど、型抜きプレスが圧倒的に有利になります。
③ 納期・段取りのしやすさ
タレパンはNCプログラムを変更するだけで品種切り替えができるため、段取り時間が非常に短く、多品種への対応が得意です。急ぎの試作品にも柔軟に対応しやすい工法です。
型抜きプレスは、新しい製品を加工するたびに専用金型を製作する必要があります。金型の設計・製作には一般的に数週間かかることが多く、初回納期が長くなりやすいという特性があります。
→ 設計段階での形状変更が多い製品・試作フェーズ・短納期案件はタレパンが向いています。
④ 加工品質・仕上がり
タレパンは小さな金型で少しずつ板材をせん断するため、加工面にバリ(切断面のとがり)やダレ(変形)が生じやすいのが難点です。また、複数回に分けて打ち抜く加工では、切断面に継ぎ目跡が残ることもあります。
型抜きプレスは専用金型で一発打ち抜くため、断面が整いやすく、寸法精度も安定しています。外観品質を重視する部品では有利です。
→ 外観や断面の品質を重視される場合は、型抜きプレスを選択するか、後工程でバリ取り・研磨加工を組み合わせるのが最適です。
⑤ 対応できる形状・板厚
タレパンが得意なのは、薄板・穴あけが多い形状・複雑な輪郭形状です。複数の汎用金型を組み合わせることで、さまざまな形状に対応できます。ただし、板厚3mm超の厚板は苦手です。
型抜きプレスは専用金型によるパワーで厚板や高硬度材料の打ち抜きにも対応でき、シンプルな形状を大量に抜く作業に向いています。
まとめ比較表
| 比較項目 | タレパン | 型抜きプレス |
|---|---|---|
| 初期金型費 | ほぼ不要 | 数十〜数百万円 |
| 適正ロット | 小〜中ロット | 大ロット量産 |
| 段取り・納期 | 短い・柔軟 | 金型製作で長くなりやすい |
| 対応板厚 | 〜3mm程度 | 厚板も対応可 |
| 仕上がり品質 | バリ・ダレが出やすい | 安定・高精度 |
| 多品種対応 | ◎ | △ |
| 設計変更への対応 | ◎(プログラム変更のみ) | △(金型の作り直しが必要) |
どちらを選べばいい?工法選定の目安
タレパンが向いている企業・製品
- 試作品や少量生産が中心
- 多品種・短納期の発注が多い
- 薄板(〜3mm程度)の加工
- 設計変更が頻繁に発生する製品
- 金型への初期投資を抑えたい
型抜きプレスが向いている企業・製品
- 同じ形状を大量生産する
- 厚板の打ち抜きが必要
- 外観・断面品質への要求が高い
- 長期的に安定したランニングコストを重視している
加工業者によっては両工法を組み合わせて最適な提案をしてくれるケースもあります。
迷ったときは、発注前に加工業者へ気軽に相談してみてください。
なお、スエナミ工業では型抜きプレス加工には対応しておりませんが、タレパン加工・レーザー加工・曲げ・溶接を組み合わせることで、幅広い形状・仕様に対応しています。
まとめ
本記事では、タレパン加工と型抜きプレス加工の仕組みの違いや、コスト・納期・品質におけるそれぞれのメリット・デメリットを解説しました。
工法を選ぶ際は、「製造ロット数(初期費用とランニングコストのバランス)」「板厚や求める品質」「納期や設計変更の有無」を総合的に判断することが大切です。
スエナミ工業では、創業から70年近くにわたり、あらゆる金属加工の現場に向き合ってまいりました。
長年培った技術とノウハウを活かし、タレパンによる薄板の多品種・短納期加工はもちろん、お客様の図面や製品特性に合わせた最適な工法のご提案も得意としております。
「どちらの工法がコストを抑えられるか知りたい」「図面の段階から相談に乗ってほしい」という方は、ぜひお気軽にお声がけください。